|
la
configuración de X que corresponde a un valor o rango de valores deseados
para Ts, prediciendo su valor.
|
|
RESULTADOS.
Ecuación para el elemento dos: 𝑇𝑠 =
1,240 + 0,03785𝑋 y del elemento cinco: 𝑇𝑠 =
0,4354 + 0,011418 𝑋, que sustituyendo el
valor de X para la estandarización de la operación de llenado de recipientes
con líquidos ubicándolos en paquetes con una capacidad de 24, la producción
diaria estandarizada es de 22 paquetes por día, procesándose 528 recipientes.
|
|
Palabras clave: datos
estándar, Minitab, operación, regresión lineal simple.
|
|
ABSTRACT
|
|
Minitab
software in standard weather prediction. INTRODUCTION. The study includes a
bibliographic review, linear regression concepts, applications, the
characterization of standard data methods and Minitab 20 software. OBJECTIVE.
Calculate the standard time of the variable elements of an operation through
data tables in excell, processing them in Minitab 20 with greater precision
and speed, until the standard time of the operation is determined. METHOD. A
statistically significant relationship does not imply that X is the cause of
Y, the equations adjusted for the linear model with the processing of data
recorded in files processed in the statistical software allow to find the
configuration of X that corresponds to a desired value or range of values for
Ts, predicting its value. RESULTS. Equation for element two:Ts = 1.240 +
0.03785X and of element five:Ts = 0.4354 +0.011418 X, which substituting the
value of X for the standardization of the operation of filling containers
with liquids placing them in packages with a capacity of 24, the standardized
daily production is 22 packages per day, processing 528 containers.
|
|
Key words: standard data, Minitab,
operation, simple linear regression.
|
|
INTRODUCCIÓN
|
|
Minitab
2020, ofrece la posibilidad de realizar una regresión lineal simple a través
de su Asistente que incluye, los procedimientos "Paso a Paso" y
"Mejor Subconjunto". La estadística es fundamental a la hora de
tomar decisiones a partir de patrones de comportamiento basados en el
análisis y recolección de datos, estudio, posterior procesamiento y
clasificación. Hoy, gracias al Big Data, se trata de una disciplina que ha
cobrado todavía mayor fuerza e interés, por lo que es fundamental disponer de
un buen software que sea capaz de ayudarnos a entender y simplificar la
complejidad de los grandes volúmenes de datos [1].
|
|
Entre
la enorme variedad de sus aplicaciones, resulta importante mencionar la
propuesta por el economista estadounidense de origen ruso Wassily Leontief
(1905-
|
|
1999),
quien en 1073 fue galardonado con el premio Nobel de Economía por “El
desarrollo del método input-output y su aplicación en los problemas
económicos de mayor importancia”. Su análisis supuso la introducción del
algebra matricial al tratamiento de los problemas del equilibrio general, con
lo que se desarrolló un modelo estático muy operativo para estimar los
niveles productivos sectoriales y las relaciones intersectoriales [2]
|
|
La
regresión lineal simple es útil para encontrar la fuerza o magnitud de cómo
se relacionan dos variables: una independiente, que se representa con una X,
y otra dependiente, que se identifica con una Y; sin embargo, la regresión
lineal simple se distingue de otras pruebas, pues con ella puede estimarse o
predecirse el valor de la variable de respuesta a partir de un valor dado a
la variable explicativa. Para asociar estas dos variables se propone una
línea recta –que describe la tendencia de los datos, de ahí el nombre de
regresión lineal. Dicha recta se expone en un plano y su grado de inclinación
representa la pendiente, y una inclinación muy destacada indica grandes
cambios en la variable dependiente [3]
|
|
Las
ecuaciones lineales, así como colecciones de las mismas, denominadas sistemas
|
|
(de
ecuaciones lineales) surgen tanto en problemas de naturaleza práctica como
teórica.
|
|
En
la ciencia la industria, el comercio, entre otras actividades y ramas del
quehacer humano, es común el modelar problemas reales por medio de sistemas
lineales; de allí la importancia de disponer de técnicas de análisis y
solución, si existen, de los mismos [3]. En la presente investigación
relacionamos estas conceptualizaciones en los elementos variables de las
operaciones de un proceso con el objetivo de estandarizar sus tiempos sin
aplicar técnicas de la medición del trabajo.
|
|
La
medición del trabajo es la aplicación de técnicas para determinar el tiempo
que invierte un trabajador, en condiciones normales, en realizar una tarea
definida, efectuándola según el método normalizado de ejecución.
Históricamente, el estudio de tiempo, tal y como fue creado por Taylor, se
empleaba para establecer las normas de tiempo para el rendimiento del
trabajo. En tanto, el estudio de los movimientos, tal como fue creado por el
matrimonio Gilbreth, estaba dirigido a mejorar la forma en que se llevaba a
cabo el trabajo. A través de los años, las dos disciplinas se entrelazaron,
para apoyarse y complementarse entre sí. En la actualidad, el trabajo se mide
por medio de dos métodos: el cronometraje continuo y el cronometraje con
vuelta a cero [4], ¿Y qué sucede cuando ya tenemos los procesos
estandarizados?, la respuesta a esta interrogante será dada en esta
investigación que está con el cálculo más utilizado en datos estándar y es el
método de modelo de regresión lineal utilizando el Software Minitab 2020.
|
|
El
objeto investigado es la operación de: llenado de recipientes con líquidos
ubicándolos en paquetes, los mismos tienen una capacidad de (2, 3, 4, 6 y 12)
recipientes, encontrándose estandarizados, analizar la producción estándar
por día del mismo producto pero con una nueva presentación de un paquete con
24 recipientes, es lo que nos llevó a investigar, valorando aumentar las
ventas y mantener los niveles de utilidades, pudimos hacerlo con el uso del
Software estadístico Minitab, con modelos simples, obteniendo de forma
oportuna las estandarizaciones de los elementos variables, utilizando la
información digital archivada de los tiempos estandarizados de los elementos
que aplican, luego se procedido a totalizar los tiempos de los elementos para
obtener el tiempo total estándar y la producción estándar por día.
|
|
|
MATERIALES
Y MÉTODOS
|
|
Muestra:
Esta operación cuenta con los valores de X que se establecen con anticipación
que son las presentaciones de los paquetes con la cantidad de: 2, 3, 4, 6 y
12 recipientes, n= 5, se recolecta de forma aleatoria de elementos que son
representativos de la operación en estudio. Los datos de Y no necesitan estar
distribuidos normalmente y serán referidos como los tiempos estándar (Ts),
que ya han sido obtenidos de los archivos digitales donde la ecuación no será
utilizada más allá del rango de los valores de X de su muestra, que en esta
investigación solo será aplicada para determinar los datos estándar de los
elementos variables dos y cinco con un paquete de una nueva presentación con
capacidad para 22 recipientes .Está operación ya se encuentra estandarizada
para analizar la producción estándar por día del mismo producto pero con una
presentación diferente, valorando aumentar las ventas y mantener los niveles
de utilidades, se emplea el Software estadístico Minitab, con modelos
simples, obteniendo de forma oportuna las estandarizaciones de dos elementos,
solo se necesita la información digital archivada de los tiempos
estandarizados de los elementos y se utilizan los que apliquen, luego
totaliza los tiempos de los elementos para obtener el tiempo total, ya sea
normal o estándar
|
|
Normas
éticas de investigación
|
|
El
enfoque de esta investigación está basado en una metodología cuantitativa,
debido a que se utilizan datos numéricos para la aplicación de regresión
lineal simple en los elementos variables de una operación, y posteriormente
calcular el tiempo estándar de la operación igualándose al tiempo de ciclo de
la misma, que nos lleva a poder determinar la cantidad de recipientes que
pueden ser procesados en una jornada prevista para cuatrocientos ochenta
minutos.
|
|
Instrumentos
y herramientas: Se determina la ecuación de la recta donde (y) se sustituye
por 𝑇𝑠,
quedando 𝑇𝑠 = 𝑎 + 𝑏𝑥, x y 𝑇𝑠 son
coordenadas de un punto, b es la pendiente y a es la coordenada y de la
intersección en 𝑇𝑠. Ya
que esta ecuación describe una recta en términos de su pendiente y su
intersección en 𝑇𝑠, se
dice que esta ecuación está en su forma pendiente- intersección. Cuando
trabajamos con estas relaciones lineales, la forma pendiente- intersección
nos ayuda a traducir entre la gráfica de una recta y la ecuación de una
recta, con el uso del Software Minitab 20 y el Excel.
|
|
Técnicas
de análisis de datos: Pruebas de significación para la regresión lineal, la
ecuación de regresión lineal simple indica que el valor medio o valor
esperado de 𝑇𝑠 es una función lineal de x: E
(𝑇𝑠/x) = a
+ b x. Si b=0 entonces E (𝑇𝑠 /x) =
a y en este caso el valor medio no depende del valor de x, y concluimos que x
y 𝑇𝑠 no
tienen relación lineal. En forma alternativa, si el valor b= 0 llegamos a la
conclusión que las dos variables se relacionan (más específicamente, que hay
una componente lineal en el modelo). Existen dos pruebas, por lo menos, que
se pueden utilizar para tal fin.
|
|
Procedimiento:
Se pueden definir los datos estándar a la recopilación de datos de una
variedad de elementos por medio de estudios de tiempos con cronómetro para
luego desarrollar normas de tiempos para otras tareas. Para poder desarrollar
un tiempo normal o estándar para un nuevo trabajo utilizando datos estándar,
se realiza lo siguiente:
|
|
1.
Analizar
el nuevo trabajo y dividirlo en elementos.
|
|
2.
Buscar
en los archivos los tiempos de los elementos y utilizar los que se apliquen.
|
|
3.
Totalizar los tiempos de los elementos para obtener el
tiempo total, ya sea normal o estándar. Con este sistema no es necesario
medir directamente la operación o el trabajo que se va a desarrollar, ni
tampoco es necesario observar la operación para establecer los tiempos
normales o estándar; ya que únicamente se necesitarán los archivos de
trabajos relacionados al mismo. Por lo general este método expresa la
relación que existe entre algunas características de un trabajo y el tiempo
que se requiere para su ejecución. Estos tiempos son relativamente
congruentes, ya que los elementos tabulados comprendidos por: Los datos
obtenidos deberán ser archivados por medio de un índice y se puede considerar
de la siguiente manera: constantes y variables
|
|
Un
elemento constante es aquél en el que el tiempo asignado permanecerá
aproximadamente el mismo para cualquier pieza y un elemento variable es aquél
en el que el tiempo asignado no será el mismo dentro de una variedad
específica de trabajos.
|
|
El
procedimiento para obtener los datos estándar por Lo general se asemeja al
requerido para desarrollar cualquier procedimiento de predicción, por lo que
es siempre indispensable realizar los siguientes seis pasos:
|
|
1.
Obtener los estándares de tiempo que cubran un nivel amplio
dentro de un grupo de trabajos similares.
|
|
2.
Resumir los datos en una hoja.
|
|
3.
Ver cuáles son los elementos variables y cuáles los
constantes.
|
|
4.
En los elementos constantes determinar el tiempo promedio.
|
|
5.
En los elementos variables determinar los factores causales
y su relación con el tiempo estándar.
|
|
6.
Preparar los datos estándar elementales para el desarrollo
de tiempos estándar para tareas Nuevas.
|
|
Luego
en esta investigación después de aplicar este método a través de tablas de
Excel, es que se procede a procesar toda la información en el Minitab 20,
donde se realiza con mayor precisión y menor tiempo.
|
|
RESULTADOS
|
|
Caracterización
de la operación: Llenado de recipientes con líquidos ubicándolos en paquetes.
La jornada laboral está prevista para ocho horas al día, se toman
cuatrocientos ochenta minutos, como no es objeto de esa investigación no se
van a restar los suplementos y tolerancias, los elementos de la operación
son: 1. Colocar recipiente en el paquete, 2. llevar paquetes a la llenadora,
3. Llenar un recipiente y colocarle tapa, 4. Colocar recipientes llenos en
los paquetes y 5. Llevar paquetes al almacén.
|
|
En
la tabla 1, se muestran las presentaciones actuales de los recipientes con
líquidos que son sacados con diferentes capacidades.
|
|
Tabla 1.
Presentaciones actuales de los paquetes con el número de recipientes
|
|
TIPO DE PAQUETE
|
NÚMERO DE RECIPIENTES POR PAQUETES
|
|
A
|
2
|
|
B
|
3
|
|
C
|
4
|
|
D
|
6
|
|
E
|
12
|
|
|
En los
archivos encontramos los siguientes datos:
|
|
|
|
Tabla 2.
Tiempo estándar en minutos por recipiente, procesado en cada uno de los
elementos de la operación
|
|
|
|
ELEMENTOS
DE LA OPERACIÓN
|
TIEMPO ESTÁNDAR EN MINUTOS POR RECIPIENTE
|
|
1.
Colocar recipiente en el paquete
|
0,04
|
|
3.Llenar
un recipiente y colocarle tapa
|
0,25
|
|
4.Colocar
recipientes llenos en los paquetes
|
0,19
|
|
|
Tabla
3. Tiempo estándar en minutos de los elementos dos y cinco, en las diferentes
presentaciones ya estandarizadas
|
|
|
|
TIEMPO
ESTÁNDAR EN MINUTOS
|
|
DEL ELEMENTO
|
|
TIPO DE PAQUETE
|
DOS
|
|
CINCO
|
|
A
|
1,20
|
|
0,45
|
|
B
|
1,34
|
|
0,48
|
|
C
|
1,48
|
|
0,50
|
|
D
|
1,56
|
|
0,53
|
|
E
|
1,64
|
|
0,60
|
|
|
Perspectiva
metodológica
|
|
Cuando
se refiere a la predicción es a un método de cálculo más utilizado en datos
estándar y en este caso el método de regresión o mínimos cuadrados.
|
|
Para
modelar la relación entre una variable X y una variable de respuesta 𝑇𝑠, se
utiliza la regresión simple con las siguientes formulas:
|
|
 (2)
(2)
|
|
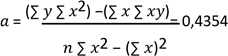
𝑎 =
|
(∑ 𝑦 ∑ 𝑥2) −
(∑ 𝑥 ∑ 𝑥𝑦)
𝑛 ∑ 𝑥2 − (∑ 𝑥)2
|
(3)
|
|
|
Recolección
de datos
|
|
Los
valores de X los vamos a establecer con anticipación, de lo contrario pueden
ser incluidos en la muestra de elementos con cualquier valor de X
|
|
La
muestra se recolectará de forma aleatoria de elementos que sean
representativos de la operación en estudio
|
|
La
muestra recolectada es suficientemente grande
|
|
Los
datos serán registrados en el orden de recolección
|
|
Los
datos de Y no necesitan estar distribuidos normalmente
|
|
La
ecuación no será utilizada más allá del rango de los valores de X de su
muestra
|
|
Los
procesos ya se encuentran estandarizados y se analiza la producción estándar
por día del mismo producto pero con presentaciones diferentes, valorando
aumentar las ventas y mantener los niveles de utilidades, podemos hacerlo con
el uso del Software estadístico, con modelos simples, obteniendo de forma
oportuna las estandarizaciones de las operaciones, solo necesitándose la
información digital archivada de los tiempos estandarizados de los elementos
y utilizar los que se apliquen, luego totalizar los tiempos de los elementos
para obtener el tiempo total, ya sea normal o estándar.
|
|
Partiendo
que se realiza el procedimiento descrito anteriormente se calcula posterior
el tiempo estándar, se toman los datos archivados, se consolida y la
operación en estudio queda con los datos de la tabla 4.
|
|
|
|
Tabla 4.
Estandarización obtenida de los estándares por elementos y capacidad de los
paquetes
|
|
CAPACIDAD DE LOS
PAQUETES
|
2
|
3 4
6 12
|
24
|
|
ELEMENTO
|
|
TIEMPO ESTÁNDAR EN MINUTOS
|
|
|
|
A
|
B
|
C
|
D
|
E
|
F
|
|
1. Colocar recipiente en el paquete
|
0,08
|
0,12
|
0,16
|
0,24
|
0,48
|
0,96
|
|
2. Llevar paquetes a la llenadora
|
1,20
|
1,34
|
1,48
|
1,56
|
1,64
|
?
|
|
3.Llenar un recipiente y
colocarle tapa
|
0,50
|
0,75
|
1,00
|
1,50
|
3,00
|
6,00
|
|
4. Colocar recipientes llenos en los paquetes
|
0,38
|
0,57
|
0,76
|
1,14
|
2,28
|
4,56
|
|
5. Llevar paquetes al almacén.
|
0,45
|
0,48
|
0,50
|
0,53
|
0,60
|
?
|
|
TOTAL, DEL TIEMPO ESTÁNDAR
|
2,61
|
3,26
|
3,90
|
4,97
|
8,00
|
?
|
|
|
|
|
|
|
Cálculo
del tiempo estándar del elemento número dos
|
|
Primeramente,
se procesa toda la información, hasta obtener el resultado del tiempo
estándar en minutos, con el Excel se obtuvo:
|
|
Tabla
5. Datos primarios para el cálculo del tiempo estándar del elemento número 2;
Llevar paquetes a la llenadora.
|
|

|
|
|
|
1,48 4
16 5,92
|
|
1,56 6
36 9,36
|
|
|
|
1,64 12
144 19,68
|
|
∑ 𝑇𝑠 = 7,22
∑ 𝑥 = 27 ∑ 𝑥2 = 209 ∑(𝑥)(𝑇𝑠) =
41,38
|
|

|
|

|
|
|
|
(∑ 𝑥)2 =729
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
𝑇𝑠 = 𝑎 + 𝑏𝑥
|
|
𝑇𝑠 =
1,240 + (0,03785)(24 𝑟𝑒𝑐𝑖𝑝𝑖𝑒𝑛𝑡𝑒𝑠)
|
|
𝑇𝑠 =
2,1480 minutos para llevar paquetes de 24 recipientes a la llenadora.
|
|
|
|
|
|
|
|
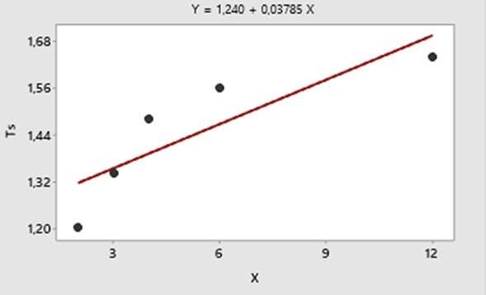
Se
procesa toda la información en el Minitab 20, como se muestra en la Gráfica
1.
|
|
|
|
|
|
Gráfica
1. Línea ajustada para modelo lineal
|
|
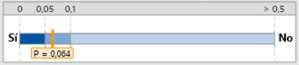
En
la Gráfica 2, se puede dar respuesta a la interrogante ¿Existe una relación
entre Ts y X?, siendo que no es estadísticamente significativa (p >0,05)
|
|
|
|
|
|
|
|
Gráfica
2. Relación entre Ts y X
|
|
|
|
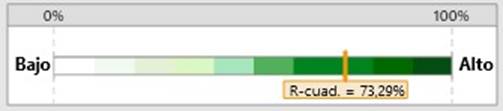
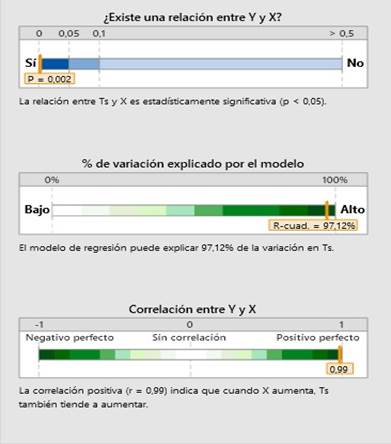
El
modelo de regresión puede explicar 73,29 % de la variación en Ts.
|
|
|
|
|
|
|
|
Gráfica 3. Porciento
de variación explicado por el modelo.
|
|
|
|
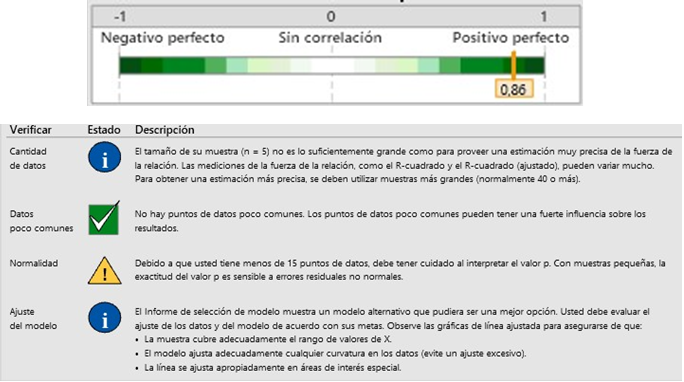
La
correlación entre Ts y X, no es estadísticamente significativa (p>0,05)
|
|
|
|
|
|
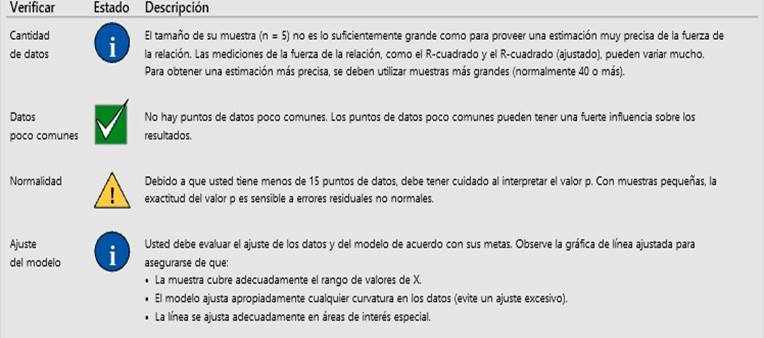
Gráfica
4. Correlación entre Ts y X. Tarjeta de informe
|
|
|
|
Cálculo
del tiempo estándar del elemento número cinco
|
|
Se
toman los tiempos estándar del elemento: Llevar paquetes al almacén, en las
diferentes presentaciones que se fabrican actualmente, es decir, con
capacidades para:2,3,4,6 y 12 recipientes, para proceder con la determinación
de a y b, y poder a través de la regresión lineal determinar cuál es el
tiempo de este elemento, Tabla 6.
|
|
Tabla
6. Datos primarios para el cálculo del tiempo estándar del elemento número 5;
Llevar paquetes al almacén.
|
|
|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
𝑇𝑠 = 𝑎 + 𝑏𝑥
|
|
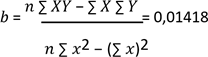
𝑇𝑠 =
0,4354 + (0,01418) (24 𝑟𝑒𝑐𝑖𝑝𝑖𝑒𝑛𝑡𝑒𝑠)
|
|
𝑇𝑠 =
0,7757 minutos para Llevar paquetes de 24 recipientes al almacén.
|
|
|
|
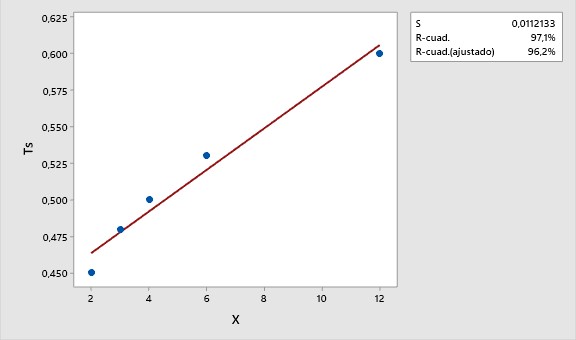
El
modelo de regresión lineal, se comprueba en el software Minitab 20, como se
muestra en la Gráfica 5.
|
|
|
|
Resumen
del modelo
|
|
|
|
R-cuad.
S R-cuad.
(ajustado)
0,0112133
97,12% 96,15%
Análisis
de Varianza
|
|
|
|
Fuente
GL SC MC
|
F
|
P
|
Regresión
1 0,0127028 0,0127028 101,03 0,002
|
|
Error 3
0,0003772 0,0001257
|
|
Total 4
0,0130800
|
|
|
|
|
|
|
|
|
|
|
|
Gráfica
5. Gráfica de línea ajustada, Ts = 0,4354 + 0,01418 x
|
|
|
|
|
|
|
|
Gráfica
6. Relación
entre Ts y X
|
|
|
|
|
|
Gráfica
7. Regresión
para Ts vs.X, Tarjeta de informe
|
|
|
|
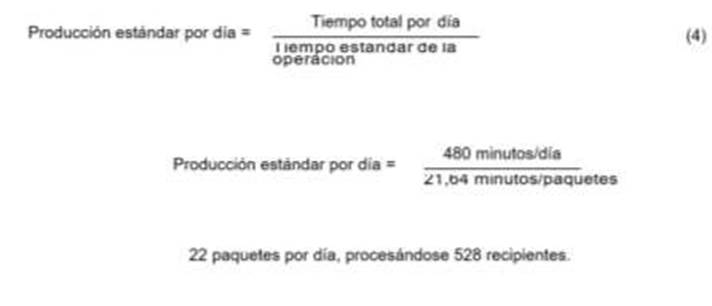
Para
conocer el tiempo estándar de toda la operación LLENADO DE LÍQUIDOS EN
RECIPIENTES UBICANDOLOS EN PAQUETES, del paquete con una capacidad de 24
recipientes, únicamente se deben sumar los valores de todos los elementos,
Tabla 7.
|
|
|
|
Tabla
7. Tiempo estándar de la operación en estudio.
|
|
|
|
ELEMENTO
|
TIEMPO
EN MINUTOS
|
|
1.
Colocar recipiente en el paquete
|
0,96
|
|
2.llevar
paquetes a la llenadora
|
2,15
|
|
3.Llenar
un recipiente y colocarle tapa
|
13,20
|
|
4.Colocar
recipientes llenos en los paquetes
|
4,56
|
|
5.Llevar
paquetes al almacén.
|
0,78
|
|
TIEMPO
ESTÁNDAR
|
21,64
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
DISCUSIÓN
Y CONCLUSIONES
|
|
El
modelo lineal de la ecuación ajustada que describe la relación entre Ts y X
del elemento dos: Ts= 1,240 + 0,03785 X, Si el modelo se ajusta adecuadamente
a los datos, esta ecuación se puede utilizar para predecir Ts para un valor
de X, o hallar la configuración de X que corresponde a un valor o rango de
valores deseados para Ts que para llevar un paquete de 24 recipientes a la
llenadora se obtiene un valor de 2,15 minutos. Una relación estadísticamente
significativa no implica que X sea la causa de Ts.
|
|
La
ecuación ajustada: Ts =0,4354 + 0,01418 X, describe una relación entre Ts y
X, si el modelo se ajusta adecuadamente a los datos se puede predecir Ts, si
X toma un valor de 24 se obtiene 0,78 minutos llevar paquetes al almacén. El
modelo de regresión puede explicar 97,12 % de la variación en Ts, con una
correlación positiva (r=0,99) que indica que cuando X aumenta Ts también
tiende a aumentar, siendo la relación entre las dos variables
estadísticamente significativa (p<0,05)
|
|
Con el Software Minitab 20, modelos de regresión y gráficas de línea ajustada
se puede calcular los valores de datos estándar en los elementos variables,
que sumándole los obtenidos de los elementos constantes a través de la
búsqueda en los archivos, se puede totalizar hasta obtener el tiempo de ciclo
estandarizado de cualquier operación, en esta investigación se obtuvo un
resultado de 22 paquetes por día con una capacidad de 24 recipientes.
|
|
|
|
REFERENCIAS
|
|
A.
A, Probability, Statistics, and Queueing Theory, New York: Academic Press,
2014.
|
|
E.
G. G. -. S. I. O. García, Álgebra lineal y sus aplicaciones, Grupo Editorial
Patria, 2016.
|
|
A.
&. Z. M. M. &. L. A. J. Reding Bernal, «¿Cómo y cuándo realizar un
análisis de regresión lineal simple? Aplicación e interpretación,»
Dermatología Revista Mexicana, vol. 55, nº 6, pp. 395-402, 211.
|
|
Manual
de álgebra lineal, Colombia: Universidad del Norte, 2017.
|
|
J.
L. P. E. A. J. M. A. R. Pérez, Estudio del trabajo: una nueva visión., México
D.F: Grupo Editorial Patria, 2015.
|
|
R.
B. Chase, R. F. Jacobs y N. J. Aquilano, Administración de operaciones
producción y cadena de suministros, México D.F.: McGraw-Hill, 2009.
|
|
R.
Z.-C. V. R.-S. Marco Antonio Díaz-Martínez, «Simulación con Flexsim, una
nueva alternativa,» Cientifica, vol. 22, nº 2, pp. 97-104, 2018.
|
|
F.
s. Hillier y G. J. Lieberman, Introducción a la investigación de operaciones,
México D.F.: McGraw-Hill, 2010, p. 778.
|
|
R.
S. Kaplan y D. P. Norton, Cuadro de Mando Integral, Barcelona: Gestión 2000,
2002.
|
|
W.
WL, Investigación de Operaciones. Aplicaciones y Algoritmos. 4ta ed,
Stamford: Thomson Internacional, 2015.
|
|
T.
J. G. D. H. C. Shortle JF, Fundamentals of Queueing Theory, New York, 2017.
|
|
A.
S, Applied Probability and Queues, New York: Springer–Verlag, 2013.
|
|
M.
D. Haghighi AM, Delayed and Network Queues, New York: John Wiley & Sons,
2016.
|
|
A.
G. G. E. L. y. W. M. Beaverstock, Applied Simulation Modeling and Analysis
using FlexSim.FlexSim Software Products, 2015: Orem USA.
|
|
&.
D. G. O. K. D. Tocher, The Automatic Programming of Simulations, Proceedings
of the Second International Conference on Operational Research, pp 50 - 68,
1960.
|
|
L.
A. M. &. A. Inc, Simulation Modeling and Analysis, 4a ed., Tucson,
Arizona, U.S.A: McGraw - Hill, 2007, pp. 1-273.
|
|
|
|
|